- You are here:
- Home /
- Products /
- Carbon Steel /
- Carbon Steel Pipe&Tube /
- High-Saturation Iron-Cobalt-Vacuum Soft Magnetic Alloy Rod
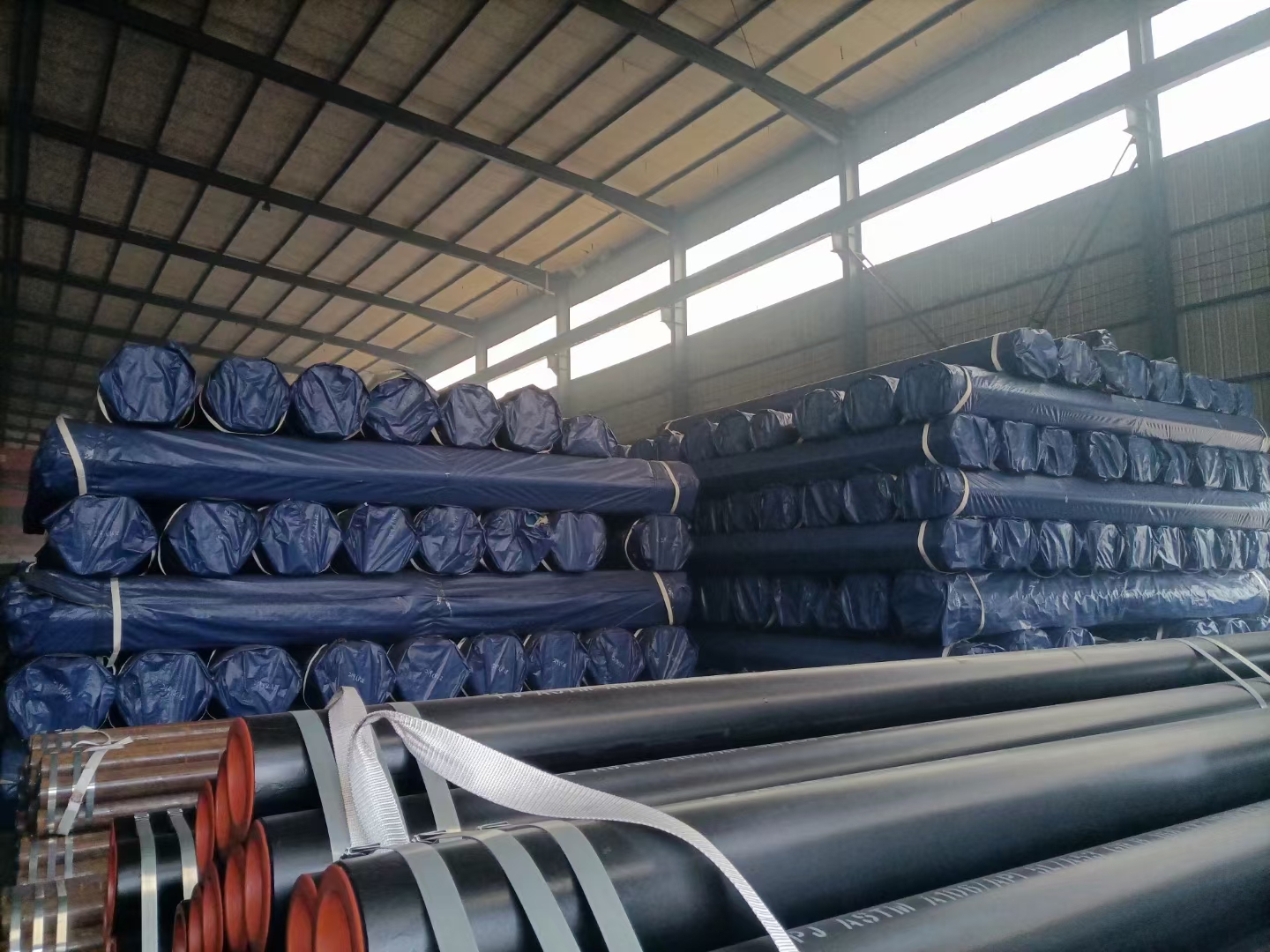
ASTM A106 Gr.B Carbon Steel Seamless Pipes – High-Performance Solution for Demanding Applications
ASTM A106 Gr.B seamless carbon steel pipes are premium-grade piping solutions designed for high-temperature and high-pressure applications. These pipes exhibit exceptional mechanical strength, superior corrosion resistance, and excellent weldability, making them ideal for critical industrial environments. Key features include:
- Seamless construction for enhanced reliability and durability
- Excellent resistance to H₂S corrosion in oil and gas environments
- High-temperature performance with consistent mechanical properties
- Superior dimensional accuracy and surface finish
- Compliance with NACE MR-0175 standards for sour service applications
- Wide availability in various sizes and schedules
Chemical Composition (wt%)
Element | Content (%) | Element | Content (%) |
Carbon (C) | ≤0.30 | Silicon (Si) | ≥0.10 |
Manganese (Mn) | 0.29-1.06 | Phosphorus (P) | ≤0.035 |
Sulfur (S) | ≤0.035 | Chromium (Cr) | ≤0.40 |
Nickel (Ni) | ≤0.40 | Copper (Cu) | ≤0.40 |
Molybdenum (Mo) | ≤0.15 | Vanadium (V) | ≤0.08 |
Property | Value |
Density | 7.85 g/cm³ |
Yield Strength (min) | 240 MPa (35 ksi) |
Tensile Strength (min) | 415 MPa (60 ksi) |
Elongation (min) | 22% |
Hardness (max) | HB 200 (after heat treatment) |
Surface Treatment
- Blasting & Painting: Standard surface preparation for general applications
- FBE Coating: Fusion-bonded epoxy coating for corrosion protection
- 2PE Coating: Two-layer polyethylene coating for buried applications
- 3PE Coating: Three-layer polyethylene coating for maximum protection
- Internal Coating: Available for specific requirements
- Passivation: For stainless steel applications where required
Performance Characteristics and Applications of ASTM A106 GR.B Carbon Steel Pipe
1. Performance Characteristics
1.1 Chemical Composition
The main components of ASTM A106 GR.B carbon steel pipe include carbon (C≤0.30%), manganese (Mn 0.29-1.06%), silicon (Si≥0.10%), phosphorus (P≤0.025%), and sulfur (S≤0.025%). Trace elements such as chromium, nickel, and copper are controlled at low levels to ensure material purity.
1.2 Mechanical Properties
This steel pipe possesses excellent mechanical properties: tensile strength ≥415MPa, yield strength ≥240MPa, and elongation after fracture ≥22%. Its high strength and good plasticity enable it to withstand high pressure and complex stress environments.
1.3 Corrosion Resistance
By strictly controlling sulfur and phosphorus content, ASTM A106 GR.B exhibits excellent resistance to hydrogen sulfide (H₂S) corrosion, conforming to NACE MR-0175 standards, and is suitable for environments containing corrosive media. Furthermore, it demonstrates outstanding high-temperature resistance, with a maximum operating temperature of 425°C.
1.4 Manufacturing Process
Processes such as piercing, rolling, sizing, and straightening ensure smooth inner and outer surfaces, high dimensional accuracy, and ease of machining and connection.
2. Applications
2.1 Oil and Gas Industry
Primarily used for transporting oil and gas media containing hydrogen sulfide, such as wellhead equipment and gathering pipelines, exhibiting stability in high-pressure and corrosive environments.
2.2 Chemical Industry
Suitable for transporting high-temperature, high-pressure corrosive fluids, such as pipeline systems in chemical production, and capable of withstanding the corrosion of acids, alkalis, and salts.
2.3 Power Industry
Used in boiler heating surface tubes, transporting high-temperature, high-pressure steam and water, widely used in thermal power plants and oil refineries.
2.4 Other Applications It also has applications in construction, shipbuilding, and machinery manufacturing, such as bridge and highway infrastructure construction, utilizing its high strength and corrosion resistance to ensure long-term reliability.
Why Choose Us ?





- Quality Assurance: Strict adherence to ASTM A106 and API 5L standards
- Advanced Manufacturing: State-of-the-art seamless pipe production facilities
- Global Certification: ISO 9001, PED, CE, and other international certifications
Applications & Industries

Oil and Gas Transmission
Used in pipelines for transporting oil, natural gas, and other fluids in the petroleum and chemical industries.
Boiler and Power Plant Applications
Suitable for high-temperature and high-pressure environments in boilers, heat exchangers, and power plant systems.

Mechanical and Structural Use
Applied in mechanical manufacturing, automotive, aerospace, and construction for general structural and mechanical components.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Frequently Asked Questions
Q1: What's the difference between ASTM A106 and API 5L pipes?
A: While both are carbon steel pipe standards, ASTM A106 focuses on seamless pipes for high-temperature service, whereas API 5L covers both seamless and welded pipes for pipeline transportation. Grade B in both standards has similar chemical composition but different mechanical requirements.
Q2: Can ASTM A106 Gr.B pipes be used in sour service environments?
A: Yes, with proper chemical composition control (≤0.035% sulfur and phosphorus) and appropriate heat treatment, these pipes can meet NACE MR0175/ISO 15156 requirements for sour service applications.
Q3: What are the welding requirements for ASTM A106 Gr.B pipes?
A: The pipes have excellent weldability. recommended welding procedures include SMAW, GTAW, GMAW, SAW, and FCAW using low-hydrogen electrodes. Preheat and post-weld heat treatment may be required for thicker sections.
Q4: What's the maximum service temperature for these pipes?
A: The maximum recommended service temperature is 425°C (797°F) for long-term use. Short-term exposure up to 450°C (842°F) is acceptable under certain conditions.
Q5: How are these pipes tested for quality assurance?
A: Each pipe undergoes:
- 100% ultrasonic testing
- Hydrostatic testing
- Dimensional inspection
- Visual inspection
- Optional additional tests like hardness testing, flattening, or flaring per customer requirements
Q7: What certifications do you provide with shipments?
A: With each shipment, we provide:
- Mill Test Certificate (MTC) per EN 10204 3.1
- Material Test Report (MTR)
- Third-party inspection reports (if applicable)
- Traceability documentation
- Compliance certificates for specific standards
Ready to source alloy steel from a trusted Chinese manufacturer?
Let us support your project with reliable quality, fast delivery, and expert service.
Get a quote today — we usually respond within 12 hours.